


Химиялық құрамы
| Баға | C≤ | Si≤ | Mn≤ | P≤ | S≤ | Ni | Cr |
| 201 | 0,15 | 1 | 5.50-7.50 | 0,5 | 0,03 | 3.50-5.50 | 16.00-18.00 |
| 202 | 0,15 | 1 | 7.50-10.00 | 0,5 | 0,03 | 4.00-6.00 | 17.00-19.00 |
| 304 | 0,08 | 1 | 2 | 0,045 | 0,03 | 8.00-11.00 | 18.00-20.00 |
| 304л | 0,03 | 1 | 2 | 0,045 | 0,03 | 8.00-12.00 | 18.00-20.00 |
| 309 | 0.2 | 1 | 2 | 0,04 | 0,03 | 12.00-15.00 | 22.00-24.00 |
| 309S | 0,08 | 1 | 2 | 0,045 | 0,03 | 12.00-15.00 | 22.00-24.00 |
| 310 | 0,25 | 1 | 2 | 0,04 | 0,03 | 19.00-22.00 | 24.00-26.00 |
| 310S | 0,08 | 1 | 2 | 0,045 | 0,03 | 19.00-22.00 | 24.00-26.00 |
| 316 | 0,08 | 1 | 2 | 0,045 | 0,03 | 10.00-14.00 | 16.00-18.00 |
| 316л | 0,03 | 1 | 2 | 0,045 | 0,03 | 10.00-14.00 | 16.00-18.00 |
| 316Ti | 0,08 | 1 | 2 | 0,045 | 0,03 | 10.00-14.00 | 16.00-18.00 |
| 410 | 0,15 | 1 | 1 | 0,04 | 0,03 | 0.6 | 11.50-13.50 |
| 430 | 0,12 | 0,12 | 1 | 0,04 | 0,03 | 0.6 | 16.00-18.00 |
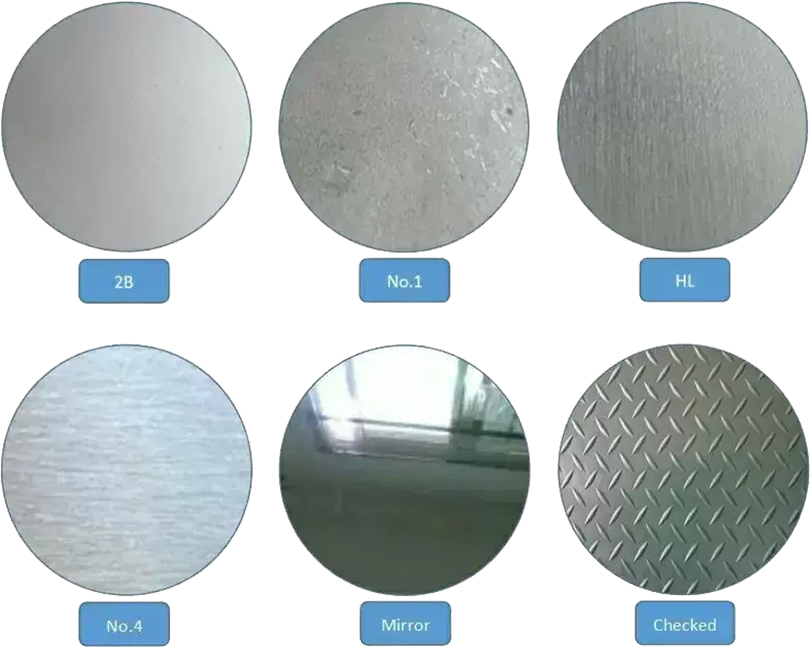
Тот баспайтын болаттан жасалған катушканың беткі қабаты
| Беттік әрлеу | Анықтама | Қолданба |
| №1 | Термиялық өңдеу және маринадтау арқылы өңделген бет немесе ыстық илектеуден кейін оған сәйкес келетін процестер. | Химиялық резервуар, құбыр |
| 2B | Олар суық илектеуден кейін термиялық өңдеумен, маринадтаумен немесе басқа балама өңдеумен және ең соңында тиісті жылтырлыққа дейін салқын илектеумен аяқталады. | Медициналық жабдықтар, Тамақ өнеркәсібі, Құрылыс материалы, Ас үй ыдыстары. |
| №4 | JIS R6001 стандартында көрсетілген №150-ден №180-ге дейінгі абразивтермен жылтыратумен аяқталғандар. | Ас үй ыдыстары, Электр жабдықтары, Ғимарат құрылысы. |
| Шаш сызығы | Тиісті түйір өлшемі бар абразивті қолдану арқылы үздіксіз жылтырату жолақтарын беру үшін жылтыратуды аяқтады. | Ғимарат құрылысы. |
| BA/8K айна | Суық илектеуден кейін жарқын термиялық өңдеуден өткендер. | Ас үй ыдыстары, Электр жабдықтары, Құрылыс конст |
Тот баспайтын болат туралы білім
●304 Тот баспайтын болат
304 тот баспайтын болат тот басуға төзімділігі мен қалыптасу мүмкіндігін қоса алғанда, тамаша жалпы қасиеттерді қажет ететін жабдық пен бөлшектерді өндіруде кеңінен қолданылатын өте әмбебап материал болып табылады. Өзіне тән коррозияға төзімділігін қамтамасыз ету үшін тот баспайтын болаттан кемінде 18% хром және 8% никель болуы керек.
стандарты
304 болаттың құрамы оның коррозияға төзімділігі мен құндылығын анықтауда маңызды рөл атқарады. Никель (Ni) және хром (Cr) негізгі элементтер болғанымен, басқа компоненттер де қатысуы мүмкін. Өнім стандарты 304 болатқа нақты талаптарды анықтайды. Өнеркәсіпте әдетте Ni мазмұны 8% және Cr мазмұны 18% асса, оны 304 болатқа жатқызуға болатыны түсініледі. Сондықтан оны жиі 18/8 баспайтын болат деп атайды. Айта кету керек, 304 болаттан жасалған тиісті өнім стандарттарында нақты ережелер бар және бұл ережелер тот баспайтын болаттың пішіні мен формасына байланысты өзгеруі мүмкін.





